PPE樹脂を除く全ての樹脂
①表面素地調整を行います。
バリなどを取り除き、補修部分を周囲より低くなるように研磨します。
樹脂部品は研磨作業の熱で溶けやすい為、サンダーで作業する際は低回転で作業してください。
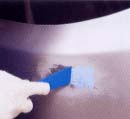
②8120樹脂パテ一番を補修部位へ塗布します。
当製品は、PP樹脂へ塗布する場合でもプライマー処理の必要はありません。
一部車種で使用されているPPE樹脂(ポリフェニレンエーテル樹脂)は、溶剤に対して弱い為、4058製品あるいは5887製品を使用してください。
使用製品:8120樹脂パテ一番
使用製品
●#120~#240研磨剤
下地塗料塗布前の最終仕上げ番手は、使用する仕上塗料の製品取扱い指示に従ってください。
①裏面補強のバリなどを除去し、足付け研磨します。研磨面積は裏面補強使用製品を塗布する面積より広く研磨します。
研磨カスを取り除き、脱脂します。
②PP素材の場合は、プライマー処理します。
使用製品:
●5360ロロックサンダー
●ロロックディスク#80
●5907スプレーPPプライマー
●樹脂部品は研磨作業の熱で解けやすい為、サンダーで作業する場合は低回転で作業してください。
●PP樹脂の場合は、プライマー処理が必要です。裏面補強使用製品塗布部分よりも広めに塗布し乾燥させてください。
●作業時に、表面の素地調整、またPP素材の場合にはプライマー処理も同時に作業しておくと作業性の向上が図れます。
使用製品
●6400ガラスクロステープ
●4240オートモックスプラスチックリペア セミリジッド
③
1.樹脂部品との確実な密着を得る為、裏面補強部分に4240製品をしごき付けします。
2.必要な大きさに切った6400ガラスクロステープを、補強部分に固定します。
3.ガラスクロステープを覆うように4240製品を塗布し、ヘラを使用してクロスになじむように塗り広げます。
●4240製品は、可使時間(一旦使用を中断後ミキシングノズルが再使用できる時間)が50秒(23℃)と、硬化立ち上がりが大変早い製品です。作業にあたっては、クロスを必要な大きさに切っておくなどの事前の準備をしておくことが作業性を高めるポイントです。
ミキシングノズル装着時の注意
カートリッジ開封後、2液がそれぞれきちんと吐出される事を必ず確認ののち、ミキシングノズルを装着ください。
④表面部分のバリなどを除去し、足付け研磨します。
研磨面積は、表面成形剤を塗布する面積より広く研磨します。
研磨カスを取り除き、脱脂します。
⑤PP素地の場合は、プライマー処理します。
使用製品
●5360ロロックサンダー
●ロロックディスク#80
●5907スプレーPPプライマー
裏面部分に素地調整、プライマー処理作業を行う際に、表面成形部分についても作業を行っておくことが作業性を高めるポイントです。
⑥
5887製品を、ミキシングノズルを使用して吐出させてヘラで塗布してください。
使用製品
●5887オートミックス
プラスチックリペアパテ
研磨可能時間
5887製品:20分(25℃)
使用製品
●#120~#240研磨剤
下地塗料塗布前の最終仕上げ番手は、
使用する仕上塗料の製品取扱い指示に従ってください。
●使用する下地塗料製品の取扱い指示に従って、塗布および研磨作業を行ってください。
●素穴がある場合は、使用した成型剤を再度、薄く塗布してください。
●PP樹脂への塗装では、使用する塗装メーカーが指示するプライマーを使用してください。
上記資料は3Mプラスチックパーツ補修システムの資料からの転載によるものです。
このページの先頭に戻る
Copyright 2004 YAMAGUCHI INC. All Rights Reserved.